
Description
When selecting curved LED light bars for off-road vehicles, commercial fleets, or industrial applications, understanding the significance of SAE certification can make the difference between compliant, reliable lighting and costly compliance failures. As the automotive lighting industry evolves with stricter safety standards, manufacturers who integrate SAE compliance into their design process deliver products that meet both regulatory requirements and real-world performance demands.
Understanding SAE Certification in LED Light Bar Manufacturing
The Society of Automotive Engineers (SAE) establishes rigorous technical standards for automotive lighting systems in North America. SAE certification ensures that LED light bars meet specific photometric performance criteria, including beam pattern distribution, luminous intensity, and color temperature specifications. Unlike generic certifications, SAE standards address the practical challenges of automotive lighting—preventing glare for oncoming traffic while delivering adequate illumination for the vehicle operator.
For manufacturers, achieving SAE certification requires comprehensive testing protocols that evaluate optical performance under varied conditions. This includes darkroom beam pattern analysis, lumen output verification, and durability testing across temperature extremes. Products bearing SAE compliance have undergone validation to ensure that their light distribution patterns align with highway safety requirements, making them suitable for both off-road recreation and commercial vehicle applications.
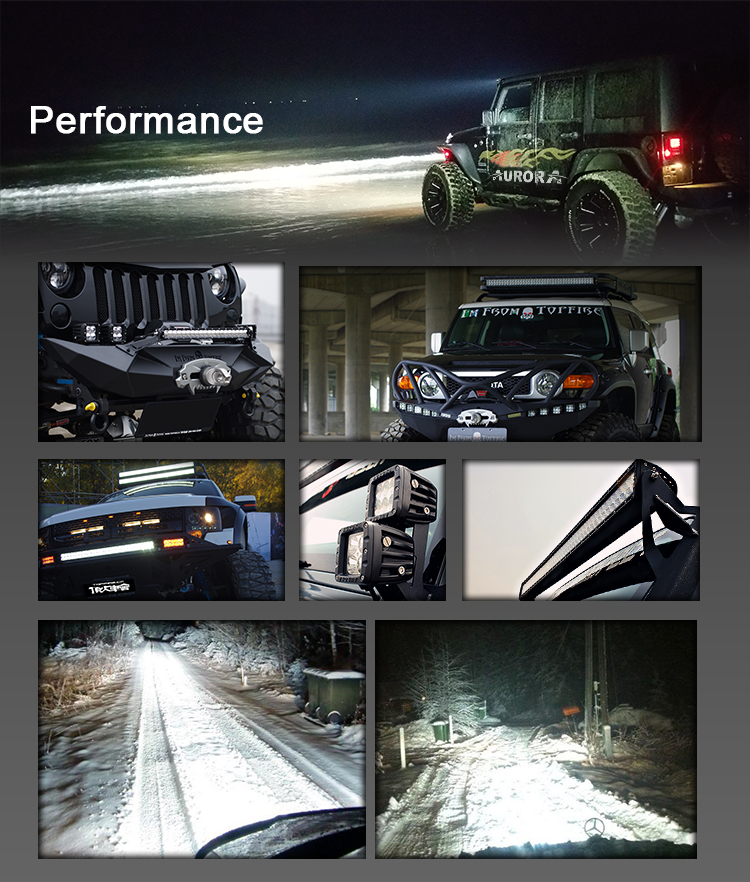
The Engineering Behind Curved Light Bar Performance
Curved LED light bars present unique design challenges compared to traditional straight configurations. The curvature must complement vehicle contours while maintaining precise optical control. Advanced manufacturers address this through proprietary reflector technologies that optimize light distribution across the curved surface.
Shenzhen Aurora Technology Limited has developed specialized AR reflector systems that achieve over 97% light efficiency in their curved light bar designs. This optical engineering approach eliminates dark spots and ensures uniform illumination patterns—critical factors for SAE compliance. The company’s screwless structural design, protected by global patents, represents a significant advancement in addressing traditional waterproofing vulnerabilities that plague conventional light bars.
The technical innovation extends to thermal management. Aurora’s curved light bars incorporate 180-degree heat dissipation designs that prevent LED degradation under sustained high-output operation. This engineering focus ensures that photometric performance remains consistent throughout the product lifecycle, a key requirement for maintaining SAE certification standards.
Waterproofing Technology and Certification Synergy
One of the most common failure points in LED light bars stems from moisture intrusion, which degrades electrical connections and optical clarity. Traditional designs using multiple screws to compress waterproof seals create inconsistent pressure distribution, leaving vulnerable points for water ingress.
Aurora’s patented steel bar compression system functions as thousands of micro-pressure points, ensuring uniform compression across the entire waterproof strip. This design has enabled their products to achieve IP68 and IP69K ratings—the highest waterproof standards in the industry. For SAE-certified products, this level of environmental protection ensures that beam patterns and light output remain stable even after exposure to high-pressure washing, submersion, and extreme weather conditions.
The screwless housing design eliminates penetration points that traditionally compromise water resistance. By integrating structural integrity with aesthetic minimalism, this approach reduces long-term maintenance requirements while preserving the optical precision necessary for SAE compliance.
Manufacturing Capabilities That Support Certification
Achieving and maintaining SAE certification requires sophisticated manufacturing infrastructure. Production facilities must incorporate precision optical alignment equipment, automated quality control systems, and comprehensive testing protocols.
Aurora operates a 35,000-square-meter industrial park equipped with CNC machining centers, SMT production lines, and X-ray inspection systems. This integrated manufacturing approach ensures consistent quality across production runs—essential for maintaining certification compliance. The facility’s darkroom beam testing equipment enables real-time validation of photometric performance, while vibration and environmental chambers simulate the harsh conditions that SAE-certified products must withstand.
The company holds IATF 16949 certification, the automotive industry’s most stringent quality management standard. This certification framework mandates continuous improvement processes, supplier quality controls, and traceability systems that align with SAE compliance requirements. When combined with ISO 9001, ISO 14001, and ISO 45001 certifications, this quality infrastructure demonstrates a comprehensive commitment to regulatory compliance and product reliability.
Application-Specific Design for Diverse Industries
SAE-certified curved LED light bars serve multiple market segments, each with distinct performance requirements. Off-road enthusiasts require high-intensity spot beams for distance visibility, while commercial fleet operators need balanced beam patterns that comply with highway regulations.
Aurora’s product engineering addresses these varied needs through modular designs that integrate multiple beam patterns within single units. The Evolve LED Light Bar series, for example, combines high beam, low beam, scene beam, flood beam, and spot beam functions with six-level dimming capability. This versatility allows end-users to adapt lighting performance to specific scenarios while maintaining SAE compliance.
For extreme climate applications, specialized designs like the Ice-Melting Single Row Light utilize internal heat dissipation systems to prevent ice accumulation on lens surfaces. Smart sensors detect temperature drops and redirect waste heat to melt ice automatically—eliminating visibility degradation without additional heating elements. This innovation demonstrates how SAE compliance can coexist with advanced functionality.
Global Compliance and Market Access
While SAE certification addresses North American market requirements, comprehensive manufacturers pursue multi-regional compliance strategies. Aurora’s products carry E-mark certification (R149, R112) for European markets, DOT compliance for U.S. federal standards, and CE marking for broader international acceptance.
This multi-certification approach reflects the reality of global supply chains and international vehicle markets. Fleet operators with cross-border operations benefit from lighting solutions that meet diverse regulatory frameworks without requiring region-specific modifications. The engineering discipline required to simultaneously satisfy SAE, E-mark, and DOT standards demands rigorous design validation and testing protocols.
The company’s portfolio of over 200 innovation patents provides the technical foundation for these multi-market certifications. Proprietary technologies in optical design, thermal management, and structural engineering enable compliance with varied regulatory requirements while maintaining consistent performance characteristics.
Quality Assurance and Long-Term Reliability
SAE certification represents initial compliance, but long-term performance requires sustained quality control. LED light bars face continuous exposure to vibration, temperature cycling, UV radiation, and chemical contaminants. Products that degrade over time may fall out of compliance even if initially certified.
Aurora’s testing protocols include accelerated aging simulations, salt fog corrosion testing, and vibration analysis that exceed standard certification requirements. This extended validation process identifies potential failure modes before products reach end-users. The result is lighting solutions that maintain photometric performance and structural integrity throughout extended service lives.
For commercial vehicle operators and fleet managers, this reliability translates to reduced maintenance costs and consistent regulatory compliance during vehicle inspections. The combination of SAE certification and proven durability creates total cost of ownership advantages that justify premium positioning in competitive markets.
Selecting the Right Manufacturing Partner
When sourcing curved LED light bars with SAE certification, evaluating manufacturing capabilities proves as important as reviewing product specifications. Facilities with integrated testing equipment, quality management certifications, and patent portfolios demonstrate the technical competence necessary for sustained compliance.
Shenzhen Aurora Technology Limited exemplifies this comprehensive approach, combining advanced manufacturing infrastructure with over 400 specialized employees and systematic quality controls. The company’s focus on proprietary technologies—from waterproofing systems to thermal management solutions—ensures that SAE certification reflects genuine engineering excellence rather than minimum compliance.
For distributors, OEM partners, and fleet operators, selecting manufacturers with proven certification track records and robust quality systems mitigates supply chain risks and ensures product consistency across order volumes.




Reviews
There are no reviews yet.